새로운 차원의 케나메탈의 EADE™ 솔리드 세라믹 엔드밀, 니켈-기반 내열 합금 가공에 있어 속도 및 공구 수명의 새로운 벤치마크 수립
업계 최초로 터빈 블레이드 및 다른 에너지/항공우주 컴포넌트의 탁월한 리덕션 가공 선보여

케나메탈의 새로운 6-플루트 Beyond KYS40 솔리드 세라믹 엔드 밀
가공할 때 드는 가장 기본적인 추측은 고강도 소재 절삭시 소재보다 더 높은 강도의 공구를 이용하는 것이다. 예를 들어, 가스나 스팀 터빈에 사용되는 고유의 니켈-기반 합금은 세계에서 가장 강도가 강한 소재 중 하나로, 발전 설비를 더 높은 온도로 구동할 수 있도록 지속적으로 개발되고 있다. 이는 이러한 설비에서 필요로 하는 더욱 강력한 강도를 제공하는 것은 물론, 설비 효율을 향상시키고 유해한 배출물을 저감시키거나 제거한다. Inconel®, Waspaloy®, Rene® 등과 같은 초합금은 터빈 블레이드를 비롯해 고강도 및 탁월한 고온 크리프 내성, 위상 안정도, 내부식, 내산화를 요구하는 다른 부품에도 적용되고 있다.
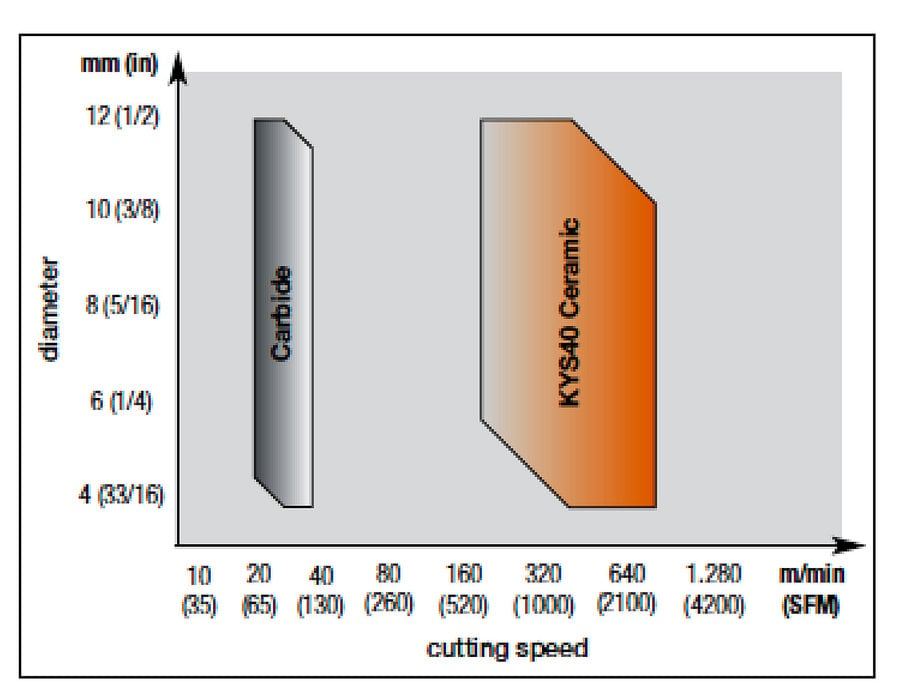
하지만 이러한 소재 가공은 속도가 느리고, 작업이 까다롭고, 비용 소모도 크다. 보통 솔리드 초경 공구는 이러한 소재를 한정된 공구 수명으로 65에서 200 SFM(20 ~ 60m/min)의 속도로 가공한다. 하지만 케나메탈(Kennametal)의 새로운 Beyond KYS40TM-재종의 솔리드 세라믹 엔드 밀은 고강도 니켈-기반 합금 가공에 있어 이러한 수치를 개선시켰는데, 공구수명은 솔리드초경 공구와 비교해 2~3배 더 길어졌으며, 절삭 속도는 황삭의 경우 최고 3,300 SFM(1000m/min)에 이른다.
업계 최초
세라믹 절삭 공구는 주로 20세기 초부터 존재해 왔던 산화알루미늄(Al2 O3)으로 만들어졌다. 세라믹 절삭 공구에 대한 특허는 지난 1913년 독일에서 출원되었으며, 1950년대에 미국에서 상용화되었다. 오늘날 세라믹 인덱서블 인서트는 몇 몇 애플리케이션에서 보다 빠른 속도로 동작할 수 있어 입지를 구축하고 있지만, 솔리드 세라믹 엔드 밀은 카바이드 보다 잘 부러지고, 성능이 좋지 않기 때문에 거의 찾아볼 수 없다. 실제로 대다수의 터빈 제조업체들은 이러한 툴의 높은 소모율로 인해 자체적으로 솔리드 카바이드 엔드 밀을 내부적으로 생산하는 방식을 취하고 있다.
케나메탈의 새로운 SiAlON KYS40 세라믹 재종 및 전체적인 디자인이 이 솔리드 세라믹 엔드밀의니켈 기반 내열 합금의 가장 효과적인 황삭을 가능케 한다. 케나메탈의 글로벌 제품 매니저인 틸로 뮬러(Thilo Mueller)는 »니켈-기반 초합금의 절삭 속도는 솔리드 초경 엔드 밀과 비교해 최고 20배까지 빨라질 수 있으며, 세라믹의 탁월한 내열성 및 보다 강력한 절삭 인선(네거티브 경사각) 으로 공구 수명은 5배 이상 더 길어진다.»고 말했다.
2종의 KYS40 솔리드 세라믹 엔드 밀이 공급되고 있으며, 하나는 페이스 밀링 및 프로파일링을 위한 6-플루트 버전이고, 또 다른 하나는 슬롯 밀링 및 포켓팅을 위한 4-플루트의 넥이 있는 버전이다. 두 제품 라인 모두 램핑, 헬리컬 보간은 물론, 트로코이드 가공(Trochoidal Machining)도 가능하다.
솔리드 세라믹 엔드 밀의 마모 메커니즘 및 마모 징후는 초경 툴과 완전히 다르며, 카바이드 공구를 교체하는 시점을 훨씬 지나서까지 세라믹 엔드 밀을 구동할 수 있다. 이는 또한 새로운 KYS40 재종의 엔드 밀이 보편적인 마모 시점보다 더 많이 사용하므로 1회용으로 쓰고 버리는 형태의 공구인 이유이기도 하다.
터빈 블레이드 가공
화석연료나 수력발전, 혹은 원자력이든 거의 모든 지구 상의 전력은 일련의 터빈으로 생성된다. 이러한 중요한 컴포넌트의 제작 및 관리, 유지보수는 전력 흐름을 유지하는데 필수적이다.
이는 제조업체들에게 지속적으로 가공 전략을 개선토록 하는 상당한 압박이 되고 있다. 많은 요인들이 이에 영향을 미치는데, 대량의 유사한 블레이드가 요구되는지, 혹은 소량의 서로 다른 블레이드 디자인이 요구되는지, 또한 다중 셋업 및 머시닝 센터가 사용되는지 혹은 단일 멀티-축 멀티태스킹 장비가 사용되는지, 그리고 사용되고 있는 CAD/CAM 시스템은 무엇인지, 작업자의 전문성은 어떠한지 등이 있다.
물론 가공 작업에 적합한 최상의 공구선택은 무엇인지도 중요하다. 새로운 KYS40 솔리드 세라믹 엔드 밀과 관련된 최근의 테스트 결과는 상당히 유의미하다.
무엇보다 KYS40 Beyond 재종의 세라믹은 4-플루트 및 6-플루트 버전 모두 빠른 절삭속도에서 공구의 강도를 향상시키고, 변형을 감소시키는 확장된 코어 디자인을 갖추고 있다. 최적화된 엔드 형상 및 40-도의 헬릭스각은 절삭 동작 및 칩 배출을 증대시킨다.
Inconel 718로 만들어진 소형 터빈 블레이드의 프로파일 황삭의 경우 건식 가공에서 EADE 4-플루트 엔드 밀은 645m/min(2116 SFM)로 가공했고, 이송은 0.03mm/z(0.0012 IPT)를 충족했다. 절삭 깊이(ap)는 0.5mm(0.0197인치)였고, 절삭 폭(ae)은 11.4mm(0.866인치)였다. 기존 솔루션과 비교해 EADE 4-플루트 밀은 빠른 시간에 황삭을 수행함으로써 3배 더 길게 수명을 유지했다. 이 애플리케이션 결과 밀당 3배 더 많은 부품이 생산되었다.
6-플루트 EADE 솔리드 세라믹 엔드 밀은 Inconel 718로 만들어진 블리스크(디스크를 통합한 블레이드)의 프로파일링을 테스트했으며, 칩 배출을 위해 압축 공기를 이용했다. 기존의 초경 공구와는 달리 정형가공의 황삭에서 기존의 말린 형태의 칩이 아닌 먼지에 가까운 칩이 발생함으로써 이를 불어서 제거하기 위한 압축 공기만 필요했다. 테스트 조건은 절삭속도가 679m/min(2228 SFM), 피드는 0.03mm/z(0.0012 IPT), 절삭 깊이는 0.5mm(0.0197인치)까지 다양하다.
결과는 세그먼트당 12분의 가공 시간으로 하나의 공구로 2개의 블리스크 세그먼트를 가공하였으며, 테스트 직원들은 ´전례없는 사례´로 간주했다.
또한 새로운 EADE 솔리드 세라믹 엔드 밀은 아이튠즈(iTunes™) 앱 스토어에서 무료로 다운로드가 가능한 새롭고 사용이 간편한 ´케나메탈 이노베이션(Kennametal Innovations)´ 아이패드 앱에 포함되어 있다. 이 앱의 간단한 내비게이션을 통해 특정 공구 솔루션 및 제품 그룹을 찾기 위해 키워드로 간단하게 검색할 수 있다.
제품 동영상은 상세 정보와 직접 연결되는 프로세스에 대한 선명한 비주얼 화면을 제공한다.
내비게이션 맵은 확장할 수 있고 사용자 구성이 가능한 차트 및 그래프를 비롯한 추가 정보를 제공하는 드롭-다운 메뉴를 제공한다.
선택 가능한 데이터를 갖춘 사용자 중심의 내비게이션은 빠르고 편리하게 추천 및 경쟁 제품과의 비교가 가능하다.
데모 및 애플리케이션 비디오는 실사용에 유용한 공구 기술에 대한 실제적인 사례를 제공한다.
케나메탈은 3/16 - ½ 인치(4 ~ 12mm)에 범주의 새로운 KYS40 세라믹 엔드 밀을 제공한다. 이 공구를 작동하는데 있어 특수 클램핑 사용이나 범용 고성능 콜릿 및 전원이 필요하지 않으며, 척은 초합금 가공에 필요한 고속으로 동작할 수 있어야만 하지만, 유압척으로 충분하다. 최상의 공구 수명을 유지하기 위해 최종 조정작업을 하는 것이 좋다. 보다 자세한 정보는 www.kennametal.com에서 확인할 수 있다.
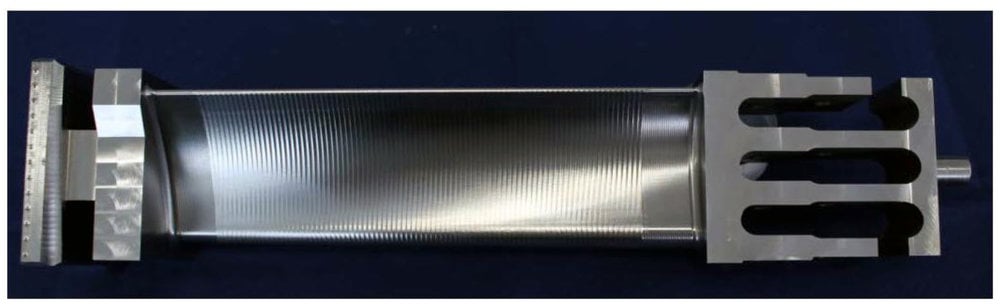
니켈-기반 초합금 터빈 블레이드는 복잡한 가공작업이 필요하다. 케나메탈의 새로운 솔리드 세라믹 엔드 밀은 가공속도(아래) 및 공구 수명에 있어 새로운 벤치마크를 수립하고 있다.